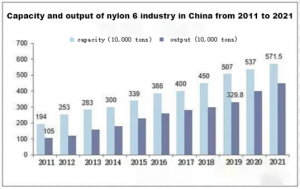
Vuonna 2021 Kiinan PA6 -tuotantokapasiteetti on 5,715 miljoonaa tonnia, ja sen odotetaan saavuttavan 6,145 miljoonaa tonnia vuonna 2022, ja kasvuvauhti on 7,5%. Kiinan PA6: lla on korkea lokalisointi. Maailmanlaajuisesti noin 55% PA6 -viipaleista käytetään kuiduille, ja noin 45% käytetään muodoissa ja elokuvissa autoja, elektroniikkaa, rautateitä jne. Kiinassa PA6: n kokonaiskulutusta vuonna 2021 on 4,127 miljoonaa tonnia, joista noin 20% käytetään tekniikan muoveissa.

Pa nylon musta rakeinen materiaali
Vuodesta 2021 vuoteen 2022 PA6: n hinta kulki myös useiden vuoristorata ylä- ja alamäkiä.

Nylon 6 (PA6), joka tunnetaan myös nimellä polyamidi 6, nylon 6, sen mekaaninen lujuus ja kiteytyminen ovat hyviä, ja sillä on korroosionkestävyyden, kulutuskestävyyden ominaisuudet. Sitä on käytetty laajasti autoteollisuudessa, rautatieyhteydessä, kalvopakkauksissa, elektronisissa laitteissa ja tekstiilissä. Vaikka sen kattava esitys on erinomainen, sillä on myös sarja puutteita. Esimerkiksi PA6: lla ei ole voimakasta happo- ja alkaliresistenssiä, ja iskunvahvuus ei ole korkea matalassa lämpötilassa ja kuivassa tilassa. Hydrofiilisen emäksen olemassaolo aiheuttaa suuremman veden imeytymisnopeuden, ja elastisen moduulin, hiipimisenkestävyyden, iskunvahvuuden ja niin edelleen vähenevät huomattavasti veden imeytymisen jälkeen, mikä vaikuttaa tuotteiden mitta -stabiilisuuteen ja tuotteiden sähköisiin ominaisuuksiin. Siksi on tarpeen tutkia PA6: n modifiointia.
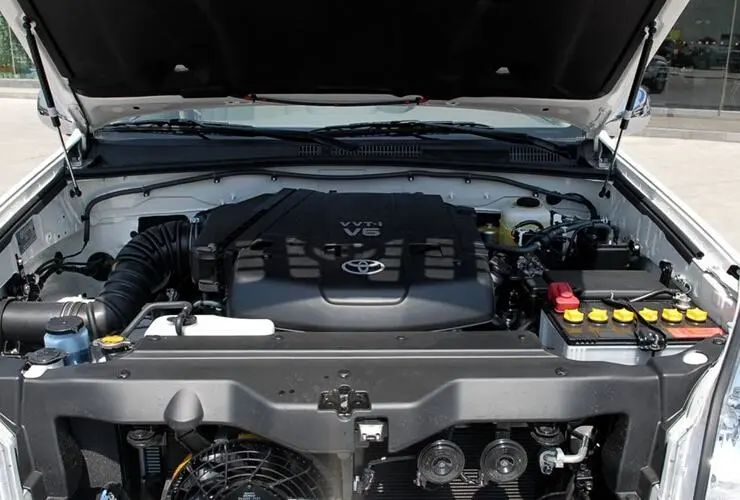 PA6, jota käytetään autoissa
PA6, jota käytetään autoissa
 PA6 käytetään tekstiilissä
PA6 käytetään tekstiilissä
- PA6 -suorituskyky
PA: n raaka-aineella on laaja lähde, joka on sen laaja-alaisen teollisuustuotannon perusta. Molekyylirakenteen säännöllisen järjestelyn vuoksi PA voi muodostaa monia vety sidoksia makromolekyylien välillä, joten sillä on korkea kiteisyys. Samanaikaisesti sillä on myös erinomaiset ominaisuudet mekaanisissa ominaisuuksissa, kemiallisissa ominaisuuksissa, lämpöominaisuuksissa ja muissa näkökohdissa, mukaan lukien:
(1) korkea vetolujuus ja taivutuslujuus;
(2) hyvä vaikutusvastus;
(3) korkea lämmönkestävyys;
(4) Sillä on kulujen kestämisen ja itsevoitelun ominaisuudet, mikä on verraton metallimateriaaleille.
(5) hyvä turvotusvastus ja korroosionkestävyys kemiallisille liuottimille ja lääkkeille;
(6) hyvä virtauksen prosessointi, saatavana oleva ruiskuvalu, suulakepuristus, puhallusmuovaus ja muut tuotteiden prosessoinnin menetelmät;
(7) erinomainen esteen suorituskyky;
(8) Polaariryhmät voivat reagoida suurella kemiallisella aktiivisuudella monomeerien ja polymeerien kanssa, jotka sisältävät polaarisia ryhmiä uusien polymeeriyhdisteiden muodostamiseksi.
PA6: n voimakkaampien mekaanisten ominaisuuksien antamiseksi lisätään usein erilaisia modifioijia, joista yleisin lisäaine on lasikuitu. Elastomeer tai synteettinen kumi, kuten PoE, SBR tai EPDM, lisätään yleensä PA6: n voimakkaamman iskunkestävyyden saamiseksi. Jos PA6 -tuotteessa ei ole lisäaineita, muovin raaka -aineiden kutistumisnopeus on 1% - 1,5%, ja lasikuitujen lisääminen antaa tuotteen, jonka kutistumisaste on 0,3%. Niiden joukossa materiaalin kosteuden imeytyminen ja kiteisyys ovat tärkeimmät tekijät, jotka määrittävät muovauskokoonpanon kutistumisnopeuden, ja prosessiparametreilla, kuten muovisten osien ja seinämän paksuuden suunnittelulla, on myös toiminnallinen suhde todelliseen kutistumisnopeuteen.

Lasikuitu

Poe -elastomeeri
PA6: n kuivauskäsittely injektiomuovausta varten on helppo absorboida vettä, joten se on kiinnitettävä suuri merkitys kuivauskäsittelyyn ennen todellista käsittelyä. Jos toimitettu materiaali kääritään vedenpitävään materiaaliin, säiliö on ylläpidettävä suljetussa tilassa. Kun kosteus on suurempi kuin 0,2%, kuuma ilma tulisi valita jatkuvan kuivumisen suhteen vähintään 80 ℃ 16 tunnin ajan; Jos materiaali altistetaan ilmalle vähintään 8 tunnin ajan, se tulisi kuivua tyhjöllä 105 ℃ yli 8 tunnin ajan.
- PA6: n tuotantoprosessi
1.Two-vaiheen polymerointi
Kaksivaiheinen polymerointi on jaettu pääasiassa kahteen vaiheeseen: etupolymerointi ja takapolymerointi. Yleensä se soveltuu korkean viskositeetin tuotteiden, kuten teollisuusjohtokankaan silkin, tuottamiseen. Kaksivaiheinen polymerointi sisältää pääasiassa kolme menetelmää: pre-ja normaalin jälkeisen painepolymeroinnin, esipainettamisen ja purkamisen jälkeisen polymeroinnin ja korkean painepolymeroinnin ja normaalin paineen jälkeisen polymeroinnin jälkeen. Niiden joukossa dekompressiopolymerointimenetelmä sisältää suuret investoinnit ja korkeat kustannukset, mitä seuraa korkean painepolymerointi ja normaalin paineen jälkeinen polymerointi. Ennen normaalin paineen polymeroinnissa on alhaiset kustannukset, eikä se vaadi paljon investointeja.
2. ilmakehän jatkuva polymerointimenetelmä
Ilmakehän paineen jatkuvaa polymerointia voidaan soveltaa PA6 -siviili -silkin tuotantoon, joista Italian Noy -yrityksen tuotantoprosessi on edustavin. Menetelmälle on ominaista laajamittainen jatkuva polymerointi 260 ℃ 20 tunnin ajan. Viipaleet saatiin kuuman veden vastavirtavaiheessa. Kun oligomeerit kuivattiin typpikaasulla, monomeerit otettiin talteen uuttamalla ja jatkuva haihtumis- ja pitoisuusprosessi otettiin käyttöön samanaikaisesti. Tällä menetelmällä on erinomainen jatkuva tuotannon suorituskyky, se voi saada korkealaatuisia tuotteita, korkean saannon, eikä se ole liian suuri alue käytännöllisessä sovelluksessa, on tyypillinen siviilisilkin tuotantoprosessi.
3.Indentent -hydrolyysipolymerointi
Erähydrolyysipolymerointimenetelmä käyttää painekestävän polymeroinnin vedenkeitintä. Tämä menetelmä soveltuu moniyhteisön ja pienten erätekniikan muoviluokkaviipaleiden tuotantoon. Kertaluonteinen ruokinta reaktion jälkeen (kertaluonteinen purkaus) typen paineen leikkauksella, uutto kuivumisen jälkeen PA6: n valmistamiseksi. Eräpolymerointiprosessi voidaan jakaa kolmeen vaiheeseen: Ensimmäinen vaihe on veden purkamattoman renkaan polykondensaatio; Toinen vaihe on tyhjiöpolymerointi; Kolmas vaihe on tasapainoreaktio.
Eräpolymerointi soveltuu monien pienten erätuotteiden lajikkeiden tuottamiseen, voi tuottaa erilaisia viskositeettituotteita ja kopolymerointi PA: ta, mutta raaka -aineiden kulutus on korkeampi kuin jatkuva polymerointi, tuotantosykli on pidempi, tuotteen laadun toistettavuus on heikko.
4.Twin-Screw-suulakepuristus Jatkuva polymerointiprosessi
Kaksiruuvin suulakepuristus Jatkuva polymerointiprosessi on uusi tekniikka, joka on kehitetty viime vuosina. Se omaksuu anionisen katalyyttisen polymeroinnin ja kaprolaktaamin aktivoituna kuivumisella ja sitten jatkuvasti kaksoisruuvin suulakepuristimella. Kaksiruuvin suulakepuristuksessa reaktiomateriaali liikkuu aksiaalista suuntaa pitkin ruuvin pyörimisen kanssa, ja sen suhteellinen molekyylimassa kasvaa edelleen. Matala molekyylimateriaali uutetaan kaksiruuvin suulakepuristimen tyhjiöjärjestelmällä, ja polymeeri jäähdytetään ja viipaloidaan, kuivataan ja pakataan.
Prosessissa on lyhyen tuotantovirtauksen ja yksinkertaisen tuotantoprosessin ominaisuudet, ja reagoimaton monomeeri, jolla on alhainen suhteellinen molekyylipaino, voidaan kierrättää suoraan reaktiojärjestelmästä uuton jälkeen, ja tuotteen monomeeripitoisuus on erittäin alhainen ilman uuttamista. Viipale vesi on alhainen, kuivausaika on lyhyt, voi vähentää huomattavasti energiankulutusta. Samanaikaisesti tuotteen suhteellista molekyylipainoa voidaan ohjata materiaalin viipymisajalla kaksiruuvin suulakepuristimessa.
- Tutkimus PA6: n modifioinnista
1.Valustettu muutos
PA6 -molekyyleissä olevien vety sidosten olemassaolon vuoksi sen joustavuuteen ja lujuuteen kärsivät väistämättä. Vety sidostiheyden lisääntyessä PA6: n mekaaninen lujuus lisääntyy vastaavasti. Mitä enemmän hiiliatomeja on, sitä pidempi joustava ketju, sitä kestävämpi se on. PA6 -komposiittien mekaanisia ominaisuuksia voidaan parantaa lisäämällä lasikuitua. Tetragonaalisella ZnO -viiksellä on erittäin korkea siisteys. Tämän perusteella ZnO -viiksen parannusvaikutusta koskevan tutkimuksen tulokset valu PA: lla osoittavat, että komposiitissa on suurin vetolujuus, kun viiksen pitoisuus on 5%, ja viiksen pitoisuuden lisääminen vähentää materiaalin lämmönkestävyyttä ja veden imeytymistä. Lentotuhka käsiteltiin silaanikytkentäaineella ja täytettiin sitten valettuun PA6 -tuotteeseen modifiointia varten. Lopputuotteessa oli parempi lämpöstabiilisuus, kutistumisnopeus ja veden imeytyminen.
2.FLAME -vajaatoimintamuutos
PA6: n happea indeksi on 26,4, joka on palava materiaali. Kansalliset lait ja määräykset vaativat selvästi polymeerimateriaalien liekinestoainetta, joten on tarpeen kiinnittää suuri merkitys PA6: n liekinestoaineiden muuttamiselle, kun sitä käytetään sähköön liittyvissä tuotteissa. Alumiinihypofosfaatin liekin hidastuminen on suhteellisen hyvä materiaaleissa, jotka on valmistettu sekoittamalla erilaisia metallihypofosfaattisuoloja PA6: lla. Kun alumiinihypofosfaatin pitoisuus on 18%, materiaalin palava menetys voi saavuttaa 25 ja UL94 voi saavuttaa V-0-luokan.
Punaisella fosforilla modifioitua melamiinisyanuriinihappoa (MCA) voidaan käyttää PA6: n liekin hidastimena. Punainen fosfori voi estää suuren tasomaisen vety sidosverkon muodostumista melamiinin ja syanuriinihapon välillä, mikä puhdistaa MCA: ta, ja MCA voi muodostaa hiiltä punaisen fosforin vaikutuksesta. Siksi muokatulla MCA: lla voi olla liekin hidastin rooli kondensaatiovaiheessa ja kaasuvaiheessa, mikä edistää PA6: n liekinestoainetta. Komposiitin rajoittava happiindeksi (LOI) parannettiin lisäämällä guanidiinisulfonihappoa PA6 -matriisiin sulasekoittamismenetelmällä. Pystysuuntainen palamiskoe osoitti, että sulan pisaroiden saanto väheni merkittävästi verrattuna puhtaan PA6: n satoon, kun guanidiinisulfonihapon lisääminen oli 3%ja UL94-aste nostettiin V-0: een, kun guanidiinisulfonihappojen lisääminen oli vähintään 5%.
 Punainen fosfori
Punainen fosfori
3.Käyttäytymismuutos
Korkettu ja muokattu PA voidaan saada lisäämällä palloke -hartsi tai elastomeeri PA -hartsiin ja sekoittamalla ja suulakepuristukseen.Kun karkaisuaine on polarisoitu SBS, polarisoidun SBS: n ja PA6: n karkaiseva sekoitusjärjestelmä saadaan mekaanisella sulatussekoitusmenetelmällä. Kun polarisoidun SBS: n määrää kasvaa, myös järjestelmän loven iskuvahvuus ja materiaalin joustavuus paranevat. Verrattuna PA6- ja EPDM -komposiitteihin, maleiinihydridiin oksastettu EPDM on parempi kumi- ja muovinen yhteensopivuus ja suurempi sitkeys. Kun maleiinihappoanhydridillä oksastettu EPDM -annos oli 15%, sekoitetulla materiaalilla oli 9 kertaa enemmän lovea iskuvoima kuin PA6 -materiaalilla.
 SBS: n karkaisu
SBS: n karkaisu
Valokuvalähde: Guofeng -kumi ja muovi
4. Täyttämisen muuttaminen
Taloudellinen täyteaine lisätään PA -hartsiin, ja modifioitu komposiitti PA -materiaali voidaan saada sekoittamisen ja suulakepuristuksen jälkeen. Käyttämällä piiharbidia lämmönjohtavuuden täyteaineena, kytkentäaine KH560 ja epoksihartsi E51 täyteaineen pinnan käsittelemiseksi kaksiruuvikirvisen suulakepuristussekoitusprosessin avulla lämmönjohtavuus PA-komposiittimateriaalilla on erinomainen suorituskyky. Kun lämmönjohtavuuden täyteaine, PA6 -ketjun pidennys ja pintakäsittelyn muutos, myös komposiitin kiteytyminen, lämmönkestävyys, mekaaniset ja lämmönjohtavuusominaisuudet muuttuvat.

Piikarbidi
PA6: sta ja orgaanisesta montmorilloniitista saatuja komposiittituotteita, jotka on käsitelty sulasekoitusinjektiomuovauksella, on erinomainen kitka ja kulutus, lämmönkestävyys ja mekaaniset ominaisuudet. Täyteaine on alumiinijauhe, substraatti on kopolymeroitunut PA6 ja PA66, ja komposiittimateriaali voidaan valmistaa sulattamalla sekoittamalla. Kun alumiinijauheen pitoisuus kasvaa, komposiitin vetolujuus kasvaa ensin ja sitten vähenee ja taivutusmoduuli kasvaa vähitellen, kun taas iskunvahvuus vähenee. PA6: n lentotuhkan mikrohelmien täyttämisen jälkeen materiaalin kovuus, vaikutus ja vetolujuus voidaan parantaa huomattavasti, ja tuote voidaan antaa paremmalla vakaudella.
5.PA -seos
PA6-seos kuuluu monikomponenttiin, joista suurin osa koostuu ainakin kahden tyyppisistä polymeereistä, joista sekoitetaan polymeeriä, siirteen kopolymeeriä ja lohkokopolymeeriä. PA6- ja maleiinihydridi-oksastettu polypropeeni (PP-G-MAH) komposiittimateriaalin sekoittumisen jälkeen veden imeytymisnopeus on paljon alhaisempi kuin PA6: lla, ja sen iskuvoima on paljon suurempi kuin PA6.
 Matalan haju maleiinihydridi oksastettu polypropeeni
Matalan haju maleiinihydridi oksastettu polypropeeni
Oksastettu matalatiheys polyeteeni (LDPE), maleiinihappoanhydridi (MAH) ja initiaattori diisopropyylibentseeniperoksidi (DCP) voidaan valmistaa sekoittamalla pienitiheys polyeteeni (LDPE), maleiinihydridi (MAH) ja diisopropyyli peroksidi (DCP). Sitten LDPE-G-MAH: n ja PA6: n sekoitus voidaan valmistaa sulattamalla sekoitusmenetelmä yhdistettynä pieneen määrään PA6: ta. Kun maleiinihappoanhydridin annos oli 1,0, seokset, joilla oli paras vetolujuus, voitiin saada. Kun maleiinihappoanhydridin annos pidettiin 1,0 osassa, DCP -annoksen muutoksella ei olisi liikaa vaikutusta sekoituksen ominaisuuksiin. Kun DCP: n annos oli 0,6, sekoituksen optimaalinen vetolujuus voitiin saada.
Aikaisempia esimerkkejä PA6 -aggregaatioteknologiasta ovat Sveitsin keksi, Italian Noy ja Saksan Kart Fischer ja Zimmer. Ulkomaisesta edistyneestä tekniikasta ja kokemuksesta aktiivisen oppimisen perusteella maamme vetoaa, hyödyntää ja tuo esiin suuren määrän moderneja laitteita (kuten VK -putkia ja muita ydinteknologioita), parantaa huomattavasti PA6: n tuotantotekniikkaa ja prosesseja ja lähestyy kuitenkin kansainvälisen kehityksen suuntaa (avainlisäaineet, kuten TiO2 ja siemenet, on kuitenkin vielä esitettävä).
PA6: n polymerointikapasiteetti Kiinassa on säilyttänyt nopean laajentumistrendin, ja tuotantokapasiteetti ylittää huomattavasti PA66: n. PA6: n modifikaatiotutkimus on nykyisessä vaiheessa pääasiassa vahvistamisesta, karkaisemisesta, liekin hidastimesta, täyteaineesta ja poistoista (ottamalla käyttöön voimakkaita elektronegatiivisia ryhmiä PA6-molekyyliketjuun, suojaamalla sen yhdistelmää happamien väriaineiden kanssa, jotta saadaan aikaan anti-fouling). Vaikka tällainen modifikaatio suoritetaan periaatteessa sekoittamalla erityisiä materiaaleja, myös suulakepuristus- ja reaktiomenetelmät ovat sopivia. Nykyaikaisen tekniikan jatkokehityksen myötä nano -materiaalit voidaan ottaa käyttöön PA6: n modifioimiseksi modifioitujen PA6 -materiaalien hankkimiseksi, joilla on korkea kovuus, korkea lujuus, korkea sitkeys, korkea lämpötilan vastus ja elektrolanointi, jotta voidaan tehokkaasti vastata eri alojen tarpeisiin.
Synteetti Tech.Miihtyneet nailonmuokkauksen, tuotannon tutkimukseen ja kehittämiseen, joka on 30% kotimaisesta markkinaosuudesta, tutkitaan aktiivisesti merentakaisia markkinoita, tervetuloa asiakkaiden kyselyihin.
For inquiry please contact:little@syntholution.com
Viestin aika: maaliskuu 16-2023